VAPOUR SMOOTH FINISHING SERVICE
Smooth, seal and enhance the performance of your MJF and SLS 3D printed parts
Smooth, seal and enhance the performance of your MJF and SLS 3D printed parts
Vapour smoothing enhances the appearance, feel and performance of 3D printed parts. The process involves exposing your 3D prints to a vaporised solvent which smooths and seals their surfaces. By reducing crack initiation points, vapour smoothing increases the elongation at break, resulting in parts that are not only smoother and sealed but also more durable. These enhancements make vapour-smoothed parts ideal for applications requiring airtight and watertight integrity while also boosting their impact resistance and fatigue strength.


Vapour Smoothing Natural White SLS parts removes the grainy surface texture resulting in a smooth surface finish comparable to injection moulded quality. The sealed surface significantly enhances the part's durability and improves dirt resistance, making it suitable for use in demanding environments.


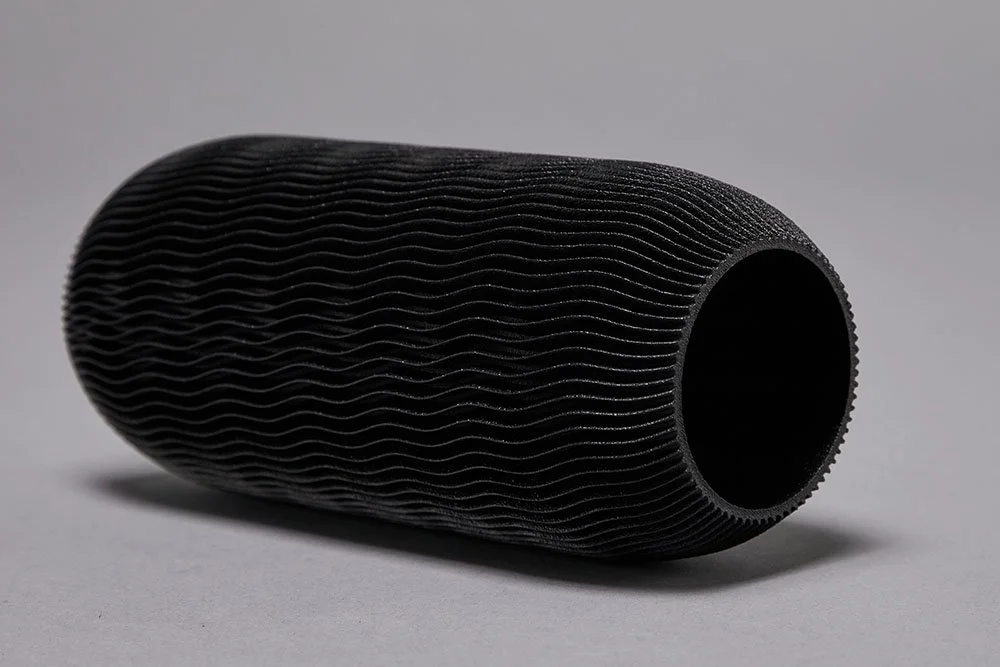
Vapour Smoothed black parts are a darker colour and have a slightly shinier finish. The smoothed surface is sealed and more dirt-resistant. The resulting parts are more robust, visually striking and easier to clean, making them ideal for applications where appearance and functionality are critical.


Vapour Smoothing transforms Grey Ultrasint TPU01 MJF parts into a sleek, dark grey finish, significantly enhancing their surface quality. The process smooths out the rough texture of the original 3D print, delivering a flexible, high-quality result similar to injection moulding. The sealed surface not only boosts durability and flexibility but also offers improved resistance to dirt, moisture, and tearing.
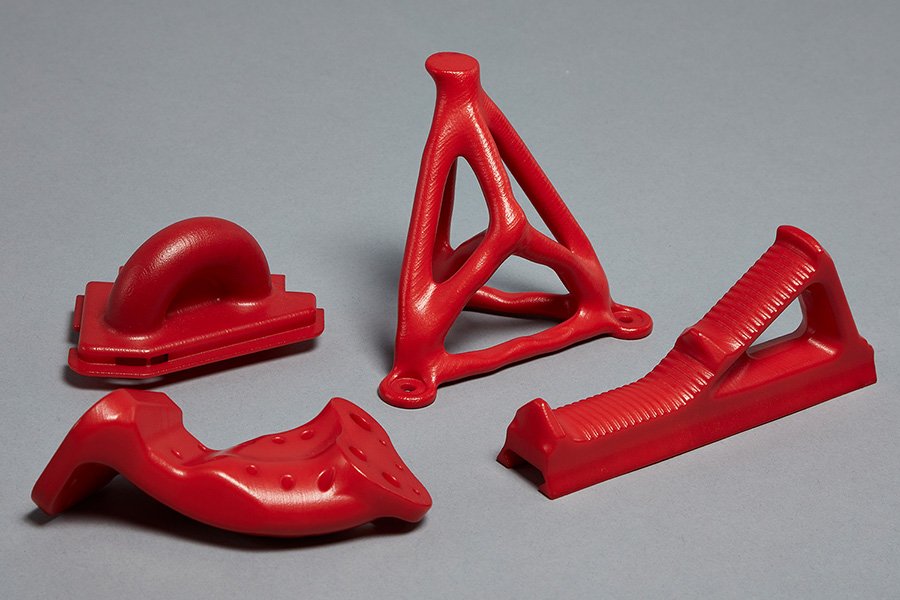
Vapour smoothing enhances the appearance of dyed parts by creating a smoother surface, resulting in a more uniform and glossy finish. This process intensifies the vibrancy of the colour, giving it a richer and more polished look compared to textured finishes like shot peening or vibro-polishing, which tend to diffuse and soften the colour. By combining vapour smoothing with colour dyeing, the final parts achieve a sleek and vibrant appearance, making them ideal for applications where aesthetics and performance are key.
Additive Manufacturing is commonly used for low-volume production, offering unparalleled agility and speed. However, industrial powder bed fusion technologies like Selective Laser Sintering (SLS) and Multi Jet Fusion (MJF) produce parts with a grainy surface texture reminiscent of an extra-strong mint. The advent of chemical vapour smoothing has marked a significant turning point in this landscape. This innovative technology not only smoothes and seals the surfaces of 3D-printed parts but also enhances their mechanical properties. Utilising vapour smoothing has positioned 3D printed polymers as more viable than ever for low-volume production.
The 3D printed parts are suspended from wires inside a chamber before the air is removed. A vapourised solvent is introduced and condenses onto the parts, uniformly covering their surfaces in solvent. The solvent partially dissolves the outermost layers of the polymer material, causing the surface to reflow. This means that tiny pores, layer lines and other surface imperfections are filled in as the softened material moves into these spaces. After the smoothing process, the parts undergo a controlled drying phase to ensure no residual chemicals remain on the parts for a clean, safe, and enhanced finish.

The process of vapour smoothing does much more than smooth the surface of your PA12 Nylon 3D printed parts. It transforms your parts, expanding their versatility and facilitating access to innovative applications.

Achieving a smoothness that rivals injection moulding, this process diminishes layer line visibility, significantly elevating the visual and tactile quality of your parts. The superior finish ensures uniform coverage across all surfaces, granting a seamless appearance even in the most intricate details and hard-to-reach areas.

By filling in tiny pores and smoothing the surface, parts become less prone to developing cracks under stress. This increases elongation at break, impact resistance, and fatigue strength, ensuring parts are more durable and suited for rigorous use.

The sealed surface becomes airtight and watertight, opening opportunities for diverse applications. Its effectiveness in sealing the surface also plays a crucial role in preventing bacterial growth, making it especially valuable in applications where hygiene is a critical concern.
Use this guide to maximise the effectiveness of vapour smoothing on your 3D prints. This resource draws upon data regarding the impact of vapour smoothing on a wide array of parts. It's important to recognise that each design possesses its own distinct geometry, which may influence the outcome of the smoothing process. As such, while this guide provides a robust foundation, the specific characteristics of your unique design could lead to variations in results. Our aim is to empower you with the knowledge to achieve optimal finishes, tailored to the nuanced requirements of your individual projects.
Uniform wall thickness is essential for achieving consistent vapour smoothing. Variations in thickness can lead to uneven results, where thinner areas might be under-processed and thicker ones over-processed. Particularly, walls thinner than 1.5mm are likely not to smooth uniformly.
MINIMUM 1.5mm
MAXIMUM 4mm variation
Parts exceeding or falling below the specified limits for vapour smoothing are incompatible with our equipment and cannot be processed effectively.
MINIMUM 16cm³
MAXIMUM 380 x 284 x 380 (mm)
Large flat components are particularly susceptible to warping during both the 3D printing and vapour smoothing processes. As a result, maintaining dimensional accuracy and flatness in such parts can be challenging.
MAXIMUM ~A5 paper size
It’s important to consider the distance between engraved letters as well as the line weight of embossed text. Any material thickness below 0.8mm may not be visible.
MINIMUM 0.8mm
Vapour Smoothing solvent concentrates more intensely along tapered edges and at sharp corners, causing these features to deform. To mitigate this, it's advisable to design with slightly rounded corners.
MINIMUM Radius 1.0mm
Engraved details are imprinted or recessed features on your model. Details must be at least 0.4mm in width and depth for clarity.
MINIMUM 0.4mm
Embossed details are shallow raised features on your model, such as texture, patterns and text. Details smaller than 0.8mm in thickness may not be visible on your part.
MINIMUM 0.8mm
When designing hollow parts, be sure to use large openings and avoid non-line-of-sight cavities to prevent trapping unsintered material inside and ensure uniform smoothing.
MINIMUM Opening diameter 50mm
Pre-assembled components, like hinges or interlocking parts, risk fusing if too close together. Reducing contact areas can lower this risk, and parts that fuse slightly usually separate with minimal force.
MINIMUM 0.5mm
For parts intended to be assembled post-printing. A free fit offers more space for easy assembly and movement, while a close fit is tighter and may require some force or adjustments to assemble.
FREE FIT 0.25mm
CLOSE FIT 0.15mm
Blind holes are more susceptible to blockages than through holes. A minimum diameter of 2mm is recommended, with an increase of 2mm in diameter for every 10mm depth.
MINIMUM 2mm
+DEPTH +2mm per 10mm depth
To prevent blockages a minimum diameter of 1.5mm is recommended, with an increase of 1mm in diameter for every 10mm depth. The restricted airflow inside long, narrow holes can lead to under-smoothing.
MINIMUM 1.5mm
+DEPTH +1mm per 10mm depth
Easily place your order by uploading your 3D files to our instant quote portal. Select your material (compatible with both MJF and SLS) and opt for Vapour Smooth Finishing as your preferred post-processing choice.
Our service is attuned to a select range of materials frequently used in MJF and SLS printing. For a comprehensive list, please consult our material guide.
Vapour Smooth Finishing uses a vaporised solvent that condenses on the parts, slightly dissolving the surface to cause the material to reflow and fill in tiny pores, layer lines, and imperfections. Smoothing the surface and filling in micro-porosities reduces crack formation sites under stress, thereby improving elongation at break, impact resistance, and fatigue strength. As a result, vapour smooothed parts are more durable and better suited to withstand rigorous usage.
While there may be a slight dimensional alteration, our precise control measures aim to minimise any significant changes. It's crucial to account for this when designing parts demanding high precision.
Due to the comprehensive nature of the vapour process, it uniformly affects the entire part, precluding selective area application.
Typically, the process introduces an additional 1-2 days to your production lead time, subject to the part's complexity and volume.
Pricing reflects an additional percentage over the base unit price, varying with the part's size and complexity. For precise quotes, please use our instant quote portal.
Yes, it can be combined with other post-processing techniques, such as dyeing or painting. However, the compatibility and order of processes depend on the specific requirements of your project.
Our controlled process minimizes the risk of deformation. However, parts with very thin walls or delicate features might be more susceptible. We recommend following our design guidelines to avoid such issues.
Parts processed with Vapour Smooth Finishing can be suitable for certain applications. For specific compliance information regarding medical or food contact, please consult with our team.
Absolutely. Vapour Smooth Finishing is well-suited for volume manufacturing, offering scalability and consistent quality across large batches. The process efficiently handles multiple parts simultaneously, ensuring a uniform finish which is vital for maintaining quality standards in high-volume production. For detailed insights on integrating Vapour Smooth Finishing into your volume manufacturing process, feel free to contact our team.